![]()
English
Despite the dynamic development of automation and the growing popularity of lightweight composite materials, the iron foundry remains a key pillar of the modern economy. Although it might seem that traditional manufacturing methods would lose their significance, industrial reality verifies these assumptions - a modern iron foundry is a strategic partner for industries such as machine building, power hydraulics, and energy. Success in this field is no longer based solely on tradition, but on a rigorous approach to materials engineering and precise, almost laboratory-like control of metallurgical processes.
Iron foundry vs. materials engineering
Choosing between gray and ductile iron is only the beginning of the design path. Modern requirements for machine components include not only tensile strength but, above all, the ability to damp vibrations and resistance to material fatigue. In the case of precision CNC machine tool bodies, gray iron with flake graphite, e.g., EN-GJL-300, remains irreplaceable. Its ability to dissipate vibration energy is many times higher than that of welded structures, which directly translates into the surface quality of machined parts. Due to the presence of flake graphite, this material exhibits a unique ability to absorb vibration energy. This is a critical feature where dimensional stability and vibration minimization determine micron-level machining precision.
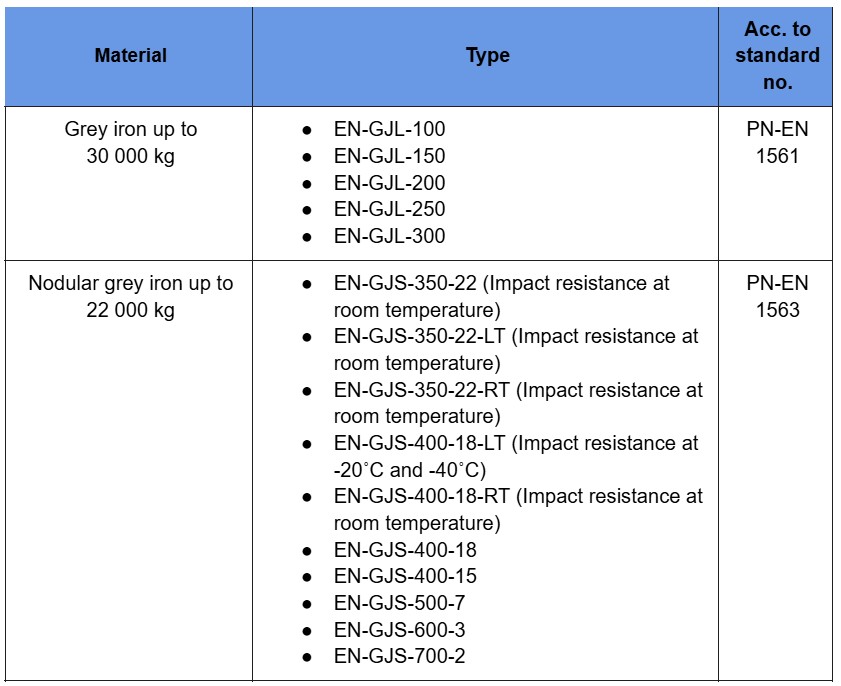
The ELZAMECH iron foundry melts the following grades of iron.
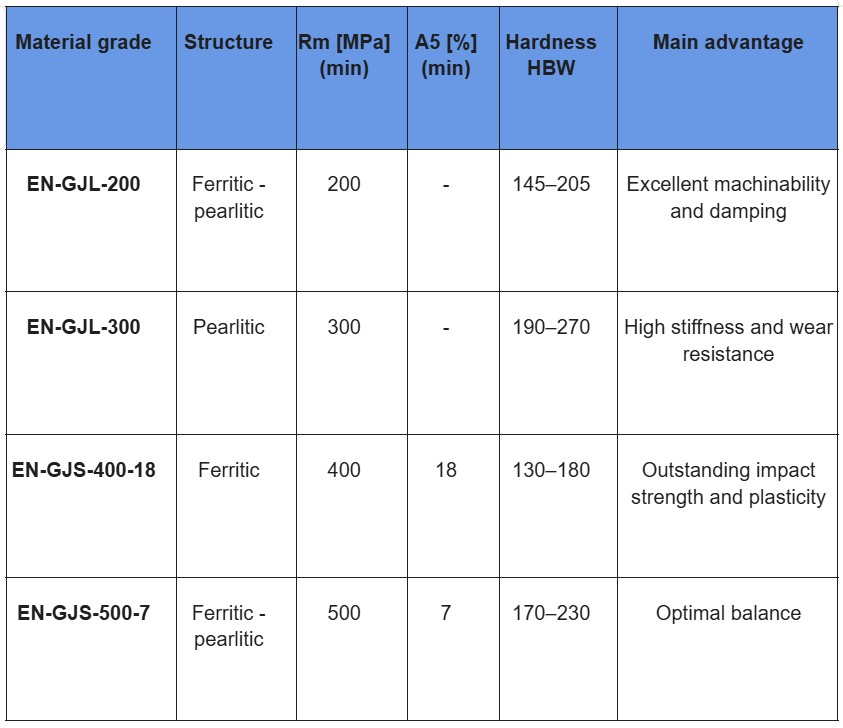
Comparative analysis of cast iron grades
The ELZAMECH iron foundry implements processes in which the selection of the optimal material grade results from a strict analysis of the relationship between mechanical parameters (strength and ductility) and technological properties, including machinability and vibration damping capacity.
Gray cast iron
Gray cast iron is characterized by the presence of graphite in flake form. It is ideal where priority is given to stiffness and vibration damping. Flake graphite in the structure acts as a natural shock absorber, which is critical for the dimensional stability of machine beds operating with micron precision.
- Characteristics – these grades are characterized by relatively low tensile strength (Rm from 150 to 300 MPa) but excellent compressive resistance.
- Key advantage – highest vibration damping capacity (the damping coefficient is approx. 2–3 times higher than in ductile iron). The higher the grade number (e.g., GJL-300), the higher the strength and hardness, but at the cost of slightly lower thermal conductivity and damping capacity.
- Application – CNC machine bodies, engine blocks, brake discs, elements requiring high dimensional stability (no deformation under internal stresses).
Ductile cast iron
Thanks to the spherical (nodular) form of graphite, this iron exhibits properties similar to structural steel. The change in graphite form allows for a material with high yield strength and fracture resistance. This type of iron is used for work under high pressure and heavy dynamic loads.
- Characteristics – in this group, there is a clear inverse correlation: as Rm increases, elongation (A5) decreases.
- Key advantage – ferritic grades, e.g., EN-GJS-400-18 or EN-GJS-400-15, are characterized by high elongation (up to 18%) and excellent impact resistance. These are safe materials that deform plastically under overload instead of cracking. Pearlitic grades, e.g., EN-GJS-600-3 or EN-GJS-700-2, feature very high yield strength (up to 420–440 MPa) and hardness, making them ideal for high static and dynamic loads.
- Application – shafts, gears, wind turbine hubs, suspension elements, power hydraulics components.
You can read more about grey and ductile cast iron in the article: Iron castings in the energy industry
When to choose a given material? Examples
The decision to choose a specific grade of cast iron is a multidimensional process in which the engineer must balance mechanical requirements with technological and economic parameters. Below, we present a detailed analysis of four decision foundations that determine the selection of the optimal material.
Criterion: resistance to dynamic loads and impact strength
In applications where components are exposed to variable load cycles and extreme environmental conditions, the material's impact strength becomes a key parameter. Example grade: EN-GJS-400-18-LT. In the RES sector, especially in the case of wind turbine hubs and frames, the material must maintain high plasticity at sub-zero temperatures. The EN-GJS-400-18-LT grade, thanks to its high metallurgical purity and ferritic structure, guarantees excellent impact energy absorption. The “LT” (Low Temperature) designation confirms that the material does not enter a brittle state even at extremely low temperatures, which eliminates the risk of catastrophic fatigue failures.
Criterion: dimensional stability and vibration damping
In the construction of machine tools and precision mechanical systems, the priority is not the highest tensile strength, but the ability to maintain geometry under load and the elimination of resonances. Example grades: EN-GJL-250 or EN-GJL-300. Gray cast iron with flake graphite possesses a unique ability to dissipate vibration energy (the damping coefficient is many times higher than in steel or ductile iron). This ensures the stability of spindles and cutting tools. Furthermore, these materials are characterized by minimal internal stresses after the stress-relieving process, which guarantees that machine bodies will not undergo deformation over a multi-year operational cycle.
Criterion: TCO
A modern design approach requires cost analysis that goes beyond the price per kilogram of liquid metal. The optimization of the final product's weight is key. Ductile cast iron is characterized by a significantly higher yield strength than gray iron. This allows designers to use thinner casting walls while maintaining the same safety factor. A reduction in casting weight by 15–20% not only compensates for the higher costs of spheroidization and modification but also realistically lowers logistics costs and shortens the finishing machining time. In the final analysis, a more expensive material generates measurable savings across the entire supply chain.
Criterion: technology and machinability
The cost of cutting tools and the occupancy time of CNC machines are among the largest components of the finished part's price. The choice of the metallic matrix is of fundamental importance here. Grades with a ferritic matrix (e.g., EN-GJS-400-15/18 or EN-GJL-200) are much softer for the tools. The absence of hard pearlite inclusions allows for an increase in cutting parameters (feed, cutting speed). The use of these grades allows for an extension of the tool blade's service life by up to several dozen percent. This is an optimal choice for high-volume production, where every second of the machining cycle and every replacement of the cutting insert directly impacts the profitability of the project.
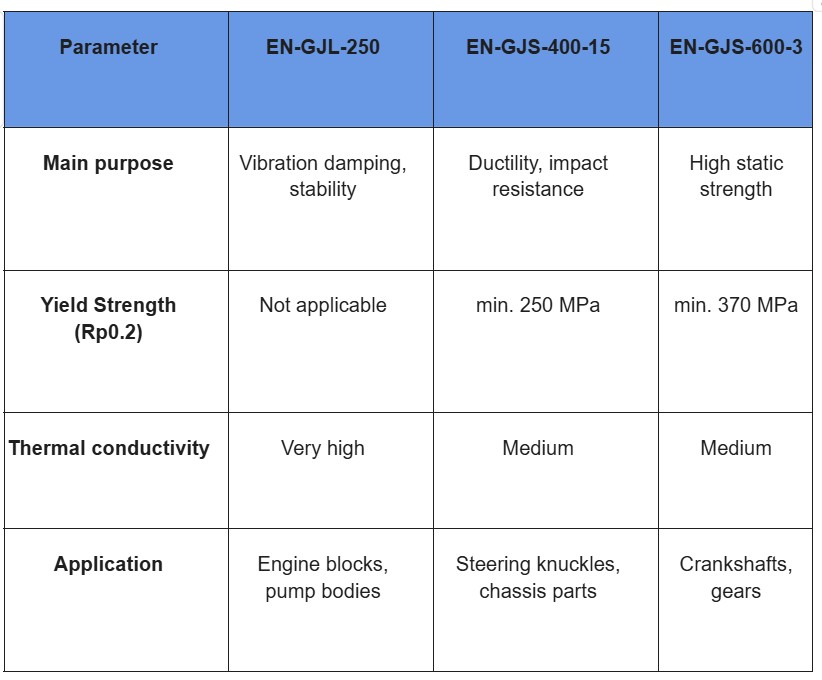
Operational characteristic of selected cast iron types table
In the ELZAMECH iron foundry, the control process is integrated with the production cycle. We use modern equipment to control the chemical composition of liquid metal, as well as non-destructive, metallurgical, strength, and dimensional tests. These actions ensure that the material meets the design assumptions at every point of the cross-section, not just in the control sample. Consequently, the final casting features a homogeneous structure and an optimal machining allowance, which realistically reduces the Total Cost of Ownership (TCO) for the end customer.
A modern iron foundry employs an expert approach. We guarantee that the components delivered are the result of a synergy of experience and modern analytics, ensuring reliability where material parameters determine the safety of the entire installation.